
As an important part of gear transmission, the performance of arc bevel gears directly determines the efficiency and service life of gear transmission. In order to obtain arc bevel gears with excellent mechanical properties and long service life, the country Many scholars at home and abroad have conducted in-depth research on arc bevel gear forming, heat treatment and surface treatment, among which Chen Qingyong et al. studied and analyzed the microstructure and mechanical properties of composite additive manufacturing of ZL114A aluminum alloy arc-laser micro-casting and forging. Han Guangchao et al. studied the ultrasonic vibration dry milling processing characteristics of AlMgSc alloy longitudinal torsion composite manufactured by arc microcast forging additive manufacturing; Zhang Haiou et al. studied and analyzed the microstructure and properties of Safra 66 aluminum alloy manufactured by arc micro-casting and forging composite additive manufacturing; Zhang Chi develops and researches the equipment and technology of aluminum alloy casting and forging integration; Zhu Ye et al. studied the effect of forging pressure on the properties of 6061 aluminum alloy of casting and forging composite forming plus Cr. Huang Fang et al. researched the casting and forging composite forming of new aluminum alloy mechanical calipers research and analysis; Qi Wenyan et al. studied the influence of casting and forging composite forming parameters on the properties of 6061-V aluminum alloy for construction; Li Guangde et al. studied the influence of casting and forging composite forming process parameters on the performance of magnesium alloy automobile steering control arm. Zhang Songsong et al. [9] conducted research and analysis on the micro-casting and forging composite additive manufacturing monitoring system; Li Leyi et al. studied the influence of casting and forging composite forming process on the mechanical properties of YL113 aluminum alloy. Wang Liping et al. [11] optimized the process of casting and forging composite forming 6063 aluminum alloy; Liu Xueming et al. [12] studied the effect of filling speed on the performance of AZ80Ce magnesium alloy automotive parts in casting and forging composite process. Many scholars have studied and analyzed casting and forging composite forming, which provides an important foundation for casting and forging composite forming. This article takes a certain type of arc bevel gear as the object and casts it The characteristics of forging composite forming are studied and analyzed, which provides useful reference for the application of arc bevel gear casting and forging composite forming in practical engineering.
1 Arc tooth bevel gear casting and forging composite forming process
The traditional forming process of arc bevel gear is: pouring ingot→ billet→ blanking→ upsetting rough →punching→ rolling and expanding forming → machining. On the one hand, the production and molding waste raw materials, energy and poor molding product quality, on the other hand, the internal structure of the molded parts is uneven and the comprehensive mechanical properties are poor. Based on
The above-mentioned traditional molding process has many shortcomings and shortcomings, combined with the favorable policies of energy saving, emission reduction and environmental protection strongly advocated by the state and the vigorous promotion of Made in China 2025, casting and forging composite forming technology has been developed. Casting and forging composite forming process, also known as casting blank die forging process, is to forge the cast blank into a mold with complex shape and excellent quality in a precision mold, so as to refine the blank. it It is a new type of forming process, and the mechanical properties and microstructure properties of the molded parts are excellent. The casting and forging process of arc bevel gear is: molten iron → poured arc bevel gear casting billet→ rough forging → precision forging. The process greatly shortens the process and repeated heating, and the structure of the molded parts obtained is fine and uniform. The comprehensive mechanical properties of the molded parts are excellent. The main dimensions of cast and forged arc bevel gear parts studied in this article are shown in Figure 1.

Figure 1 Main dimensions of arc bevel gear (mm)
According to the arc bevel gear design of Figure 1, the casting forgings are made of 20CrMoH low-alloy steel, the volume of the casting and forgings is about 430808 mm3, and the casting temperature is 1520°C and the pouring time is 518s; The forging mold material is mold steel H13, and the forging deformation is set to 10%,20%, 30%, 40%, the deformation is calculated as the maximum cross-sectional area after deformation minus the ratio of the cross-sectional area before deformation to the area of the blank before deformation. The forging speed is 10, 20, 30, 40 mm/s, the forging temperature is 850, 950, 1050, 1150°C, the ambient temperature is 25°C, the mold preheating temperature is 200°C, and the friction coefficient is 0.65.
2 Microstructure of arc tooth bevel gear casting and forging composite molded parts
According to the main size of the arc bevel gear casting and forging composite forming parts in Figure 1, sand casting was adopted, the casting temperature was set to 1520 °C, and the pouring time was 518s, and the arc bevel gear casting molded parts were obtained by testing, and its microstructure was shown in Figure 2.

Figure 2 Microstructure of an arc bevel gear casting
As can be seen from Figure 2, the microstructure of the arc bevel gear casting is mainly composed of gray-black pearlite and white ferrite, and there is no recrystallization structure.
2.2 Influence of forging process parameters on the microstructure of molded parts
2.2.1 Effect of forging deformation on the microstructure of molded parts
The effect of forging deformation on the internal microstructure of arc tooth bevel gear casting and forging composite molded parts was tested. The casting and forging composite molding parameters were selected as 1520°C, pouring time of 518s, forging deformation of 10%, 20%, 30% and 40%, forging speed of 20 mm/s, forging temperature of 1050°C, ambient temperature of 25°C, mold preheating temperature of 200°C, and friction coefficient of 0.65. The test obtained the microstructure of arc toothed bevel gear casting and forging composite molded parts under different forging deformations, as shown in Figure 3.
It can be seen from Figure 3 that in the process of arc bevel gear casting and forging composite molding, with the increase of forging deformation, the grain of the arc bevel gear casting and forging composite molding parts gradually becomes thinner from coarse, and the recrystallized new crystal nuclei are all out
Now at grain boundaries or at high dislocation densities. When the forging deformation reaches a certain value, the grain boundary gradually begins to generate and new crystal nuclei appear, and dynamic recrystallization occurs again, and after dynamic recrystallization, the grains are obviously refined and homogenized as the deformation increases, indicating that the appropriate forging is selected
The amount of deformation can obtain cast and forged parts with fine and uniform structure. Figure 3
(d) The grain is fine and the structure is relatively uniform.

Fig. 3 Microstructure of arc tooth bevel gear casting and forging composite molded parts under different forging deformations
2.2.2 Effect of forging temperature on the microstructure of molded parts
The influence of forging temperature on the internal microstructure of arc bevel gear casting and forging composite molded parts was tested. The casting temperature is 1520°C, the pouring time is 518s, the forging deformation is 40%, the forging speed is 20mm/s, the forging temperature is 850, 950, 1050, 1150°C, the ambient temperature is 25°C, the mold preheating temperature is 200°C, and the friction coefficient is 0.65 and other casting and forging composite forming parameters are tested. The test obtained the microstructure of arc tooth bevel gear casting and forging composite molded parts at different forging temperatures. It can be seen from FIG. 4 and FIG. 3 (d) that in the arc bevel gear casting and forging composite forming test, with the increase of forging temperature, the arc bevel gear casting and forging composite forming The internal grains change from coarse to thin and then slightly coarse, and the recrystallized new nuclei appear at the crystal boundaries or at high dislocation density. At 1050 °C, the grain is relatively fine and the structure is relatively uniform.

Fig. 4 Microstructure of arc tooth bevel gear casting and forging composite molded parts at different forging temperatures
2.2.3 Effect of forging speed on microstructure of molded parts
The effect of forging speed on the internal microstructure of arc bevel gear casting composite molded parts was tested. The casting temperature is 1520°C, the pouring time is 518s, the forging deformation is 40%, the forging speed is 10, 20, 30, 40mm/s, and the forging temperature is 1050°C, the environment
The temperature is 25°C, the mold preheating temperature is 200°C, and the coefficient of friction is 0.65
Etc. casting and forging composite forming parameters are tested. The test obtained the microstructure diagram of arc tooth bevel gear casting and forging composite forming parts under different forging speeds. It can be seen from Figure 5 and Figure 3(d) that in the process of arc bevel gear casting and forging composite forming, with the decrease of forging speed, the internal grain of the arc bevel gear casting and forging composite molding part changes from coarse to thin and then becomes slightly larger, and the recrystallized new crystal nuclei are presented at grain boundaries or high dislocation density. When the forging speed is reduced to a certain value, the grain boundary gradually begins to generate and appear new crystal nuclei, and dynamic recrystallization occurs again, and after dynamic recrystallization, as the forging speed decreases, the grains are significantly refined and homogenized, indicating that choosing the appropriate forging speed can obtain small and uniform casting and forging parts with a fine and uniform structure.
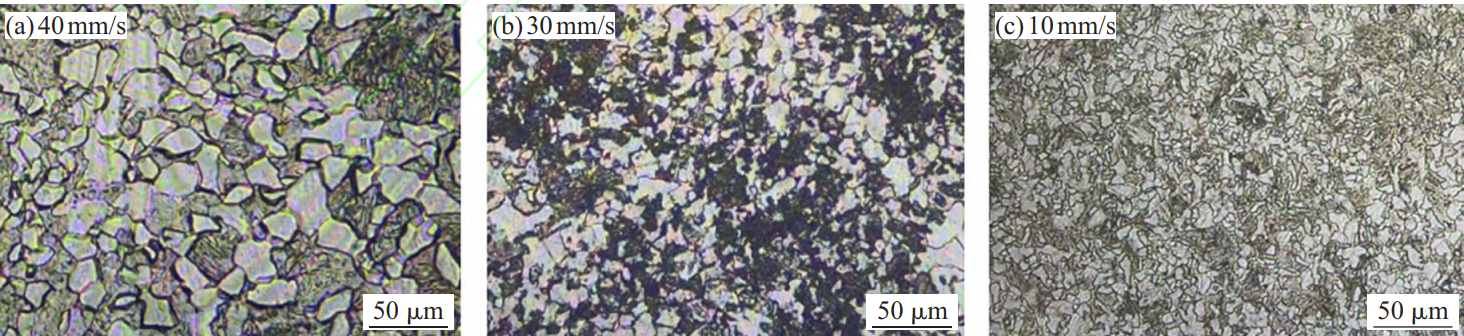
Fig. 5 Microstructure of arc bevel gear casting composite molded parts at different forging speeds
Based on the above analysis, it can be seen that the pearlite and ferrite inside the arc bevel gear casting are forged and forged and have a fine and uniform recrystallization structure inside the casting and forging composite molding. In the arc bevel gear casting and forging compound
In the process, the forging process parameters have a great influence on the internal microstructure. In order to obtain the arc tooth bevel gear casting and forging composite forming parts with uniform internal microstructure, the casting and forging composite forming parameters should be selected: casting temperature of 1520°C, pouring time of 518s, forging deformation of 40%,
The forging speed is 20mm/s, the forging temperature is 1050°C, and the ambient temperature
It is 25°C, the mold preheating temperature is 200°C, and the coefficient of friction is 0.65.
3 Conclusion
(1) The microscopic organization of arc bevel gear castings is mainly made of pearls
and ferrite, no recrystallization structure; An arc formed by forging
Toothed bevel gear casting and forging composite molding parts appear fine and uniform reproduction
Crystalline tissue.
(2) In the process of arc bevel gear casting and forging composite forming, with The amount of forging deformation increases, and the grain of the arc bevel gear casting and forging composite molded parts
Tapering from coarse. With the increase of forging temperature and forging speed
Reduced, the grain of the molded part changes from coarse to thin to slightly larger, and then junction
The new nuclei of the crystals all appear at grain boundaries or at high dislocation densities.
(3) The optimal casting and forging composite forming parameters of arc bevel gears are: casting
Manufacturing temperature 1520 °C, pouring time 518 s, forging deformation 40%,
Forging speed 20 mm/s, forging temperature 1050°C, environmental temperature
25°C, mold preheating temperature 200°C, friction coefficient 0.65.