traight bevel gears are essential mechanical components that play a crucial role in transmitting torque through the meshing of gear tooth profiles, similar to straight cylindrical gears. They have several advantages over straight cylindrical gears, including the ability to have installation axes at any angle between 0° and 90°, smoother operation, and greater torque transmission. Additionally, the modulus of a straight bevel gear varies from one end of the full tooth width to the other.
Product Introduction
Our company, one of the major manufacturers of rubber and plastic machinery in China, produces various equipment such as internal mixers, twin-screw extruders, plate vulcanizing machines, and tire curing machines. The object of our study here is the synchronous bevel gear, a key transmission component in the 416 single-hanging double-cone twin-screw extruder. This bevel gear is an equal top clearance straight bevel gear with 48 teeth, a pressure angle of 20°, a cone angle of 7°, a large-end modulus of 20 mm, a designed common normal length of 338.14 mm, and an assembly backlash of 0.5 mm. During the actual assembly process, we often encounter a situation where, after assembling the two mating bevel gears and checking the backlash on the meshing and non-meshing surfaces with a feeler gauge, we find that the backlash at the large end of the bevel gear is significantly different from that at the small end. This leads to insufficient contact along the tooth width during gear meshing, resulting in a smaller contact spot than the design requirement. Consequently, the wear on the tooth surfaces of the mating bevel gears is uneven, with accelerated wear on the contact areas and minimal or no wear on the non-contact areas, severely affecting the transmission efficiency and working life of the bevel gears. Such issues that impact the assembly quality cannot be completely eliminated by inspecting individual bevel gears, and once 不合格的锥 gears are installed on the product, their removal is time-consuming and labor-intensive for the assembly workers, and it is easy to damage the self-aligning roller bearings or the transmission shaft. This is the reason why we designed a fixture for bevel gear meshing to inspect the detection elements of the gear meshing situation in advance.
Fixture Structure
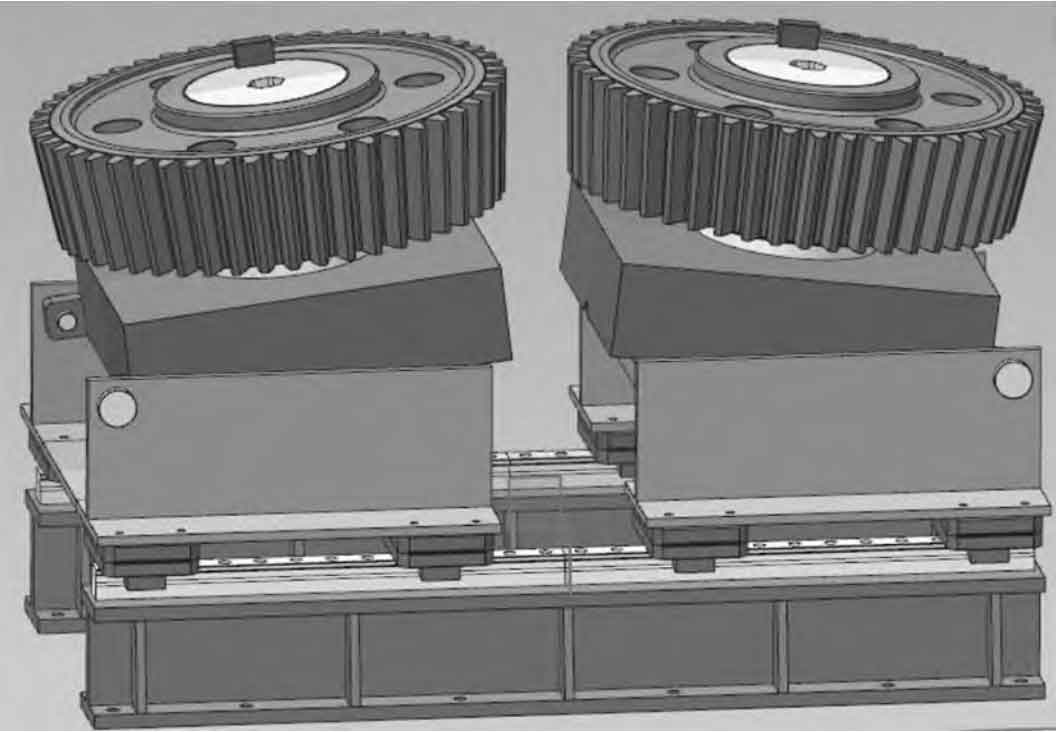
The fixture for bevel gear meshing is designed as shown in Figures 2 and 3. It consists of the following components:
- Base (1): Provides a stable foundation for the entire fixture.
- Guide Rail (2): Allows the movement of the bracket for gear engagement.
- Slider (3): Facilitates smooth movement along the guide rail.
- Mounting Plate (4): Used for installing the bevel gear.
- Pin Shaft (5): Enables the rotation of the fixed block for adjusting the cone angle.
- Bracket (6): Supports the bevel gear and allows its movement for engagement.
- Fixed Block (7): Adjusts the position of the bevel gear to achieve the desired cone angle.
- Spacer Sleeve (8): Helps maintain the proper distance between components.
- Support Bolt (9): Used to adjust the position of the fixed block and set the cone angle.
- Round Nut (10): Prevents the loosening of the inner and outer rings of the positioning self-aligning roller bearing at the bottom of the fixture.
- Spacer Ring (11): Provides additional spacing or adjustment as needed.
- Cylindrical Self-aligning Roller Bearing (12): Supports the rotation of the components and reduces friction.
- Cylindrical Thrust Roller Bearing (13): Handles axial loads during gear operation.
- Installation Shaft (14): Holds the bevel gear in place and allows it to rotate.
- Key (15): Fixes the bevel gear to the installation shaft to prevent free rotation.
- Bevel Gear (16): The main component for meshing and transmitting torque.
Operation Steps
- Before installing the bevel gear, restore the fixed block to the horizontal state.
- Install the bevel gear (No. 16). Note that the inner hole mating surface of the bevel gear needs to be coated with lubricating oil before installation. Additionally, as this is a detection fixture, the fit size between the outer diameter of the installation shaft and the inner hole of the bevel gear should be modified from the interference or transition fit in the drawing design to a clearance fit. Appropriate reduction of the outer diameter of the installation shaft is necessary. These steps facilitate the smooth installation and removal of the bevel gear.
- Install the key (No. 15) to fix the bevel gear and the installation shaft, preventing the individual bevel gear from rotating freely around the installation shaft.
- Check the preload of the round nut (No. 10) at the tail of the installation shaft to prevent the assembly loosening of the inner and outer rings of the self-aligning roller bearing used for positioning below the fixture.
- According to the cone angle designed in the bevel gear drawing, adjust the support bolt (No. 9) to drive the fixed block (No. 7) to rotate around the pin shaft (No. 5) to achieve the cone angle. When the cone angle is 0°, straight cylindrical gears can be paired and checked.
- Move the bracket (No. 6) along the guide rail to smoothly engage the two bevel gears together.
- Lock the locking slider (No. 3) to fix the bracket in place and prevent it from displacing laterally along the guide rail (No. 2).
- Through the hexagonal wrench inner hole at the end face of the installation shaft (No. 14), the two meshing gears can be easily manually rotated around the shaft for meshing.
Main Parameters and Application Range
- Overall Dimensions: 2000 mm × 1020 mm × 1300 mm
- Application Range of the Fixture: Straight cylindrical gears, straight bevel gears
- Adjustable Cone Angle Range of the Fixture: 0 – 20°
- Gear Diameter Range: Ф800 – Ф1200
- Maximum Bearing Weight of the Gear: 5 t/piece
Meshing Detection Analysis
The meshing of straight bevel gears is mainly influenced by two parameters, besides the tooth profile. One is the cone distance, and the other important parameter is the cone angle. The cone distance determines the position of the meshing pair of bevel gears on the rotating shaft, similar to the center distance parameter of cylindrical gears. The difference is that the centers of cylindrical gears are parallel to each other, while the centers of bevel gears form a certain angle. The cone distance is a parameter given by the design, and we can adjust the cone distance to achieve the adjustment of the backlash of the meshing tooth surface. Moving towards the small end of the bevel gear, the backlash becomes smaller, and vice versa. However, this only works when the cone angles of the paired bevel gears are consistent. If the cone angles of the paired bevel gears are inconsistent, the effect of adjusting the tooth surface backlash by adjusting the cone distance will disappear.
The cone angle reflects the angle between the center of the bevel gear and the straight line of the reference circle. It directly determines the size of the contact spot area on the tooth surfaces of the two known bevel gears, thereby determining the quality of power transmission in the meshing surface. In practice, the cone angle may exhibit the following four situations during the assembly of bevel gears:
The first is the ideal meshing state of bevel gears, as shown in Figure 4. In this case, the straight lines of the reference circles of the two bevel gears coincide, and the tooth surface backlash is completely eliminated, with both the meshing and non-meshing surface backlash being zero. In practical applications, considering the existence of processing errors and the risk of jamming when the meshing teeth have zero backlash, this situation is basically not adopted.
The second is the parallel meshing state of bevel gears, as shown in Figure 5. It means that the meshing surface backlash is zero at both the front and rear, while the non-meshing surface has a certain backlash value, and the backlash values at the front and rear positions along the tooth width of the bevel gear are equal. The specific backlash value is determined by the designer based on the processing accuracy level of the gear and the operating conditions. If the measured backlash value of the actually paired bevel gears is larger than the design requirement, it indicates that the two gears need to move a certain distance inward along the axial direction; conversely, if the measured backlash value is smaller than the design requirement, the two gears need to move a certain distance outward along the axial position. This distance adjustment is usually achieved by adjusting the width of the two spacer sleeves installed at the front and rear positions of the bevel gear.
The third is the meshing state of bevel gears when the cone angle is too large, as shown in Figure 6. In this state, when measured with a feeler gauge, the backlash value at the small end of the bevel gear is smaller than that at the large end, and the meshing and non-meshing surface backlash values at the large end are not zero. This indicates that only a part of the tooth surface at the small end of the paired bevel gears can effectively transmit power, which will inevitably lead to accelerated wear on the contact tooth surfaces, greatly reducing the service life of the bevel gears, and irregular meshing abnormal sounds will occur during operation. In such a case, the bevel gears can only be directly scrapped, or for some cases with small deviations in the backlash value, they can be manually repaired and used as substandard products for downgraded use.
The fourth is the meshing state of bevel gears when the cone angle is too small, as shown in Figure 7. This state is just the opposite of the previous one. When measured with a feeler gauge, the backlash value at the small end of the bevel gear is larger than that at the large end, and the meshing and non-meshing surface backlash values at the small end are not zero. This indicates that only a part of the tooth surface at the large end of the bevel gears is in normal contact, which will also cause the same problems as shown in Figure 6, and the treatment method can also refer to the third case.
Summary
Gear pairing meshing inspection is very necessary, as its results cannot directly reflect the qualification of a certain individual quality requirement during the gear processing. It only serves as an inspection of the assembly quality of gear meshing. Besides the tooth profile, the meshing of bevel gears is mainly influenced by the cone distance and the cone angle. The tooth profile can be inspected individually using a tooth profile template to eliminate potential issues. The cone distance is a fixed value given by the design and does not have any impact on the bevel gear itself once determined. The remaining decisive factor is the cone angle. The reference circle is a virtual circle, and it is difficult to measure its specific size in practice, let alone the cone angle based on the reference circle. This fixture not only helps us detect the tooth surface backlash of the two bevel gears during the formal assembly but also allows us to calculate and adjust the pitch of the bevel gear based on the actual measured backlash value to achieve an ideal gear meshing state.
In conclusion, the design and application of the straight bevel gear and its meshing detection fixture are crucial for ensuring the quality and performance of mechanical transmissions. By carefully considering the factors such as cone distance, cone angle, and tooth profile, and using appropriate inspection and adjustment methods, we can improve the reliability and efficiency of bevel gear systems, reducing wear and potential failures. Continued research and innovation in this field will contribute to the development of more advanced and efficient mechanical equipment.
However, it is important to note that the international trade environment also poses challenges to the production and sales of straight bevel gears. For example, recently, Thailand, Brazil, and Türkiye have initiated anti-dumping investigations against Chinese tires and rubber products. Specifically:
- Thailand has launched the second anti-dumping sunset review investigation on motorcycle rubber inner tubes originating from China. On November 14, 2023, the Thai Dumping and Subsidy Review Board issued an announcement to initiate the second anti-dumping sunset review investigation on motorcycle rubber inner tubes originating from China. The Thai customs code for the involved products is 4013.90.20. The announcement takes effect from the day following its release.
- Brazil has restarted the evaluation procedure for the anti-dumping case against truck and bus tires from China. On December 4, 2023, the Foreign Trade Secretariat of the Ministry of Development, Industry, Trade, and Services of Brazil issued Announcement No. 49 of 2023, initiating the evaluation procedure for the scope of application of the anti-dumping duties determined by GECEX Resolution No. 198 of 2021 and GECEX Resolution No. 176 of 2021. The involved products are tires with rim sizes of 20″, 22″, and 22.5″ originating from China, South Korea, Japan, Russia, and Thailand.
- Türkiye has initiated an anti-circumvention investigation into the anti-dumping case against vulcanized rubber conveyor belts involving China. On November 28, 2023, the Ministry of Trade of Türkiye issued an announcement to initiate an anti-circumvention investigation into the anti-dumping case against vulcanized rubber conveyor belts originating from China, India, and Vietnam, examining whether the Chinese involved products are exported to Türkiye via Malaysia to circumvent the anti-dumping duties. The investigation period for this case is the whole year of 2020, the whole year of 2021, the whole year of 2022, and January to September 2023.
These anti-dumping investigations highlight the need for manufacturers to closely monitor international trade regulations and take appropriate measures to respond to such challenges. At the same time, it also calls for efforts to promote fair trade and resolve trade disputes through dialogue and cooperation to ensure the healthy development of the global economy.